ForeverLearning
Well-Known Member
Hi all,
Doing some practice pieces on my forge as I need to understand temperature in the forge better.
I have heat treated some O1, brought it to orange/yellow which I think is far too hot (I'll check or if someone could confirm that would be great)
I tempered at 250 Celsius for 1 hour which according to the manufacturing should achieve 60/61 HRC
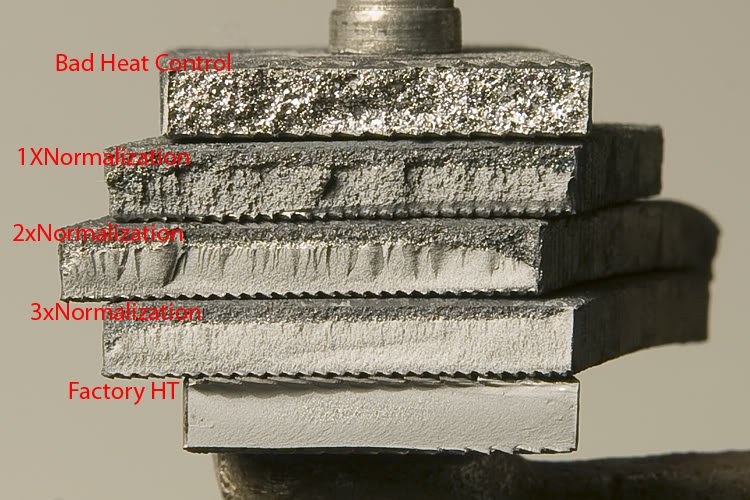
As a visual check do you think this grain is acceptable?
The piece would not deform when taking blows from a hammer, it would return to true. Had to put a notch in with the angle grinder, strook it a couple times and it 'pinged' when snapping.
What are further checks I can do?
Any advice or comments is much appreciated!

Doing some practice pieces on my forge as I need to understand temperature in the forge better.
I have heat treated some O1, brought it to orange/yellow which I think is far too hot (I'll check or if someone could confirm that would be great)
I tempered at 250 Celsius for 1 hour which according to the manufacturing should achieve 60/61 HRC
As a visual check do you think this grain is acceptable?
The piece would not deform when taking blows from a hammer, it would return to true. Had to put a notch in with the angle grinder, strook it a couple times and it 'pinged' when snapping.
What are further checks I can do?
Any advice or comments is much appreciated!