
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
low tech HT friendly steels?
- Thread starter inferno
- Start date




Help Support Kitchen Knife Forums:
This site may earn a commission from merchant affiliate
links, including eBay, Amazon, and others.
2 cycles at 165 is actually not very important with 15n20 since you're not likely to have had any retained austenite transforming in your first temper. Below 150 is actually not considered tempering, so I wouldnt count those.allright. just tested with a file after 2h of 165C and the file is just barely starting to dig in, but not like a mora where it very clearly dug in.
What I was trying to say is that it likely wont make a difference. As long as it doesn't get hotter, the hardness won't change.ok. should i do another 2h at 165?
any guesstimate as what hardness this would result in?
Guesstimate is really difficult as it's not possible to know what as quenched hardness you had. But if we guess you where above 65 as quenched you should be in the 63-65 range I would say.
inferno
( ͡° ͜ʖ ͡°) <*))))><
did some digging and found this chart. from brisa.fi
http://i.imgur.com/PdXBagK.jpg
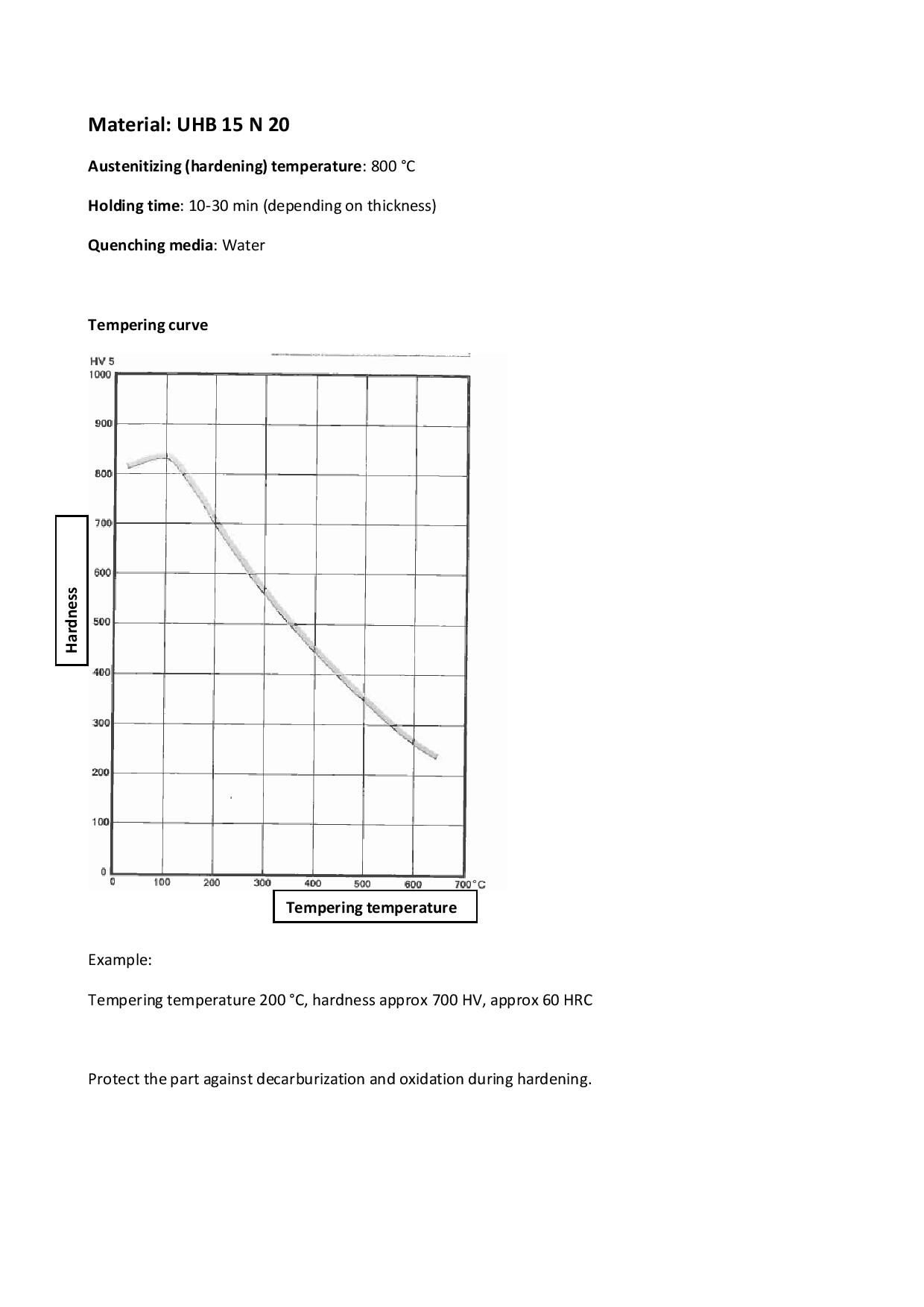
this is measured in vickers 5kgf. seems like hv5 and 10 will result in similar values.
https://www.eng-tips.com/viewthread.cfm?qid=350805
wikipedia says all hv testing will result in the same values.
Vickers values are generally independent of the test force: they will come out the same for 500 gf and 50 kgf, as long as the force is at least 200 gf
https://en.wikipedia.org/wiki/Vickers_hardness_test
reference says:
The indenter is the same for both ranges therefore Vickers hardness values are continuous over the total range of hardness for metals (typically HV100 to HV1000). With the exception of test forces below 200g, Vickers values are generally considered test force independent. In other words, if the material tested is uniform, the Vickers values will be the same if tested using a 500g force or a 50kg force. Below 200g, caution must be used when trying to compare results.
https://www.instron.us/our-company/library/test-types/hardness-test/vickers-test
i guess 165C is about 750-760HV5 on that first chart.
then i found this chart https://www.seeger-orbis.com/technology/hardness-conversion/
it says HV force more than 98N, that would be 10kgf i guess. and scrolling down to 740-760 equals 62-ish hrc.
would this be a good estimate?
i however most likely did not quench at 800C as the first chart suggests, nor did i quench in water. but maybe these 2 cancels each other out since i did a less aggressive quench but quite likely from a higher temp.
http://i.imgur.com/PdXBagK.jpg
this is measured in vickers 5kgf. seems like hv5 and 10 will result in similar values.
https://www.eng-tips.com/viewthread.cfm?qid=350805
wikipedia says all hv testing will result in the same values.
Vickers values are generally independent of the test force: they will come out the same for 500 gf and 50 kgf, as long as the force is at least 200 gf
https://en.wikipedia.org/wiki/Vickers_hardness_test
reference says:
The indenter is the same for both ranges therefore Vickers hardness values are continuous over the total range of hardness for metals (typically HV100 to HV1000). With the exception of test forces below 200g, Vickers values are generally considered test force independent. In other words, if the material tested is uniform, the Vickers values will be the same if tested using a 500g force or a 50kg force. Below 200g, caution must be used when trying to compare results.
https://www.instron.us/our-company/library/test-types/hardness-test/vickers-test
i guess 165C is about 750-760HV5 on that first chart.
then i found this chart https://www.seeger-orbis.com/technology/hardness-conversion/
it says HV force more than 98N, that would be 10kgf i guess. and scrolling down to 740-760 equals 62-ish hrc.
would this be a good estimate?
i however most likely did not quench at 800C as the first chart suggests, nor did i quench in water. but maybe these 2 cancels each other out since i did a less aggressive quench but quite likely from a higher temp.
inferno
( ͡° ͜ʖ ͡°) <*))))><
What I was trying to say is that it likely wont make a difference. As long as it doesn't get hotter, the hardness won't change.
Guesstimate is really difficult as it's not possible to know what as quenched hardness you had. But if we guess you where above 65 as quenched you should be in the 63-65 range I would say.
ah i see. so basically i can do an almost indefinite temper at (well maybe 10h if i wanted) at 165 and it wont get much softer?
so is there then any benefit from doing another temper.
the way i understand it is that i'm letting out a few carbon atoms from the martensite crystals to "release internal tension"
and that makes the steel a bit softer the more carbon that gets, i guess, diffused out.
but if the steel wont get any softer from another 2h tempering, have then anything inside the steel actually happened?
but i still think i'm going to do another temper, since all data sheets for almost all steels seem to suggest dual tempers no matter what (even though RA might be low or even non existant in this steel).
inferno
( ͡° ͜ʖ ͡°) <*))))><
ok last temper done.
tested it with 2 different bahco files and they just barely dig in.
wanting to quantify this, i tested my files on my yoshikane skd (d2) edge and also a kurosaki r2 (have to regrind these tomorrow) and its skating about as well on my blade as the edges of those other 2. so i'm satisfied with the results. i would have imagined that the files would not scratch the r2 and d2 at all but they did. the files must be over 60 hrc, maybe even 62 or so, i guess.
tested it with 2 different bahco files and they just barely dig in.
wanting to quantify this, i tested my files on my yoshikane skd (d2) edge and also a kurosaki r2 (have to regrind these tomorrow) and its skating about as well on my blade as the edges of those other 2. so i'm satisfied with the results. i would have imagined that the files would not scratch the r2 and d2 at all but they did. the files must be over 60 hrc, maybe even 62 or so, i guess.
ok last temper done.
tested it with 2 different bahco files and they just barely dig in.
wanting to quantify this, i tested my files on my yoshikane skd (d2) edge and also a kurosaki r2 (have to regrind these tomorrow) and its skating about as well on my blade as the edges of those other 2. so i'm satisfied with the results. i would have imagined that the files would not scratch the r2 and d2 at all but they did. the files must be over 60 hrc, maybe even 62 or so, i guess.
Files are probably 65. If you oil quenched 15n20 from 850 you got it maxed out (to my experience this is what it will test), 65 hrc sometimes even 66. At 150 temper many steels tend to bump 0,5-1 hrc up. Dunno if it's the case with 15n20 but I have seen it in many others. I would believe if your files just barely touches the steel now, you're in the 63-65 range. If you manage to not overheat it during grinding you should be getting a good knife.
milkbaby
Well-Known Doofus
Too late now but I know many others will temper 15N20 no higher than 300F or 150C. They are getting 66-67 HRc with optimized HT (lower end of austenitizing temp and short soak around 10 minutes?). Even backyard HT of 15N20 I've been very impressed with how nicely it performs.
Single temper of a simple carbon steel like 15N20 is sufficient as there probably won't be retained austenite to transform on the first temper that needs to be tempered with a second temper. Edited to add: Additional tempers are useful when you need to remove a warp; I clamp the blade overbent in the opposite direction of the warp and temper one or two hours, check, then repeat possibly with more increased overbending if it doesn't seem to be coming out. I don't bend before the first temper to avoid breaking the untempered blade.
Tempering is a time and temperature process but it takes extended time at temperature to negatively affect the hardness. Basically on the order of 24-48 hours and more from what I found in the scientific and engineering literature.
Single temper of a simple carbon steel like 15N20 is sufficient as there probably won't be retained austenite to transform on the first temper that needs to be tempered with a second temper. Edited to add: Additional tempers are useful when you need to remove a warp; I clamp the blade overbent in the opposite direction of the warp and temper one or two hours, check, then repeat possibly with more increased overbending if it doesn't seem to be coming out. I don't bend before the first temper to avoid breaking the untempered blade.
Tempering is a time and temperature process but it takes extended time at temperature to negatively affect the hardness. Basically on the order of 24-48 hours and more from what I found in the scientific and engineering literature.
inferno
( ͡° ͜ʖ ͡°) <*))))><
i did some grinding today. it took an insane amount of time. 3h to grind one bevel. and its not even flat yet. its slightly convex. but its the best i will get out of our horizontal shop grinder i feel without overheating the blade.
Did it with a 36 grit belt. So now i'm planning on tidying that bevel up on my stones, and flattening it. i'm down to 0,5mm thickness until i get a cutting edge on there.
I cooled the blade in water to room temp between each and every stroke/round on the grinder. i started at the heel and then went to the tip in one go, over and over. maybe 2 seconds per stroke.
i did burn my thumb about 8-10 times from the heel of the blade when i either pushed too hard or went too slow. I dont know what temps that could have generated but i got no burn marks or anything, i just felt it got so hot i needed to cool the blade immediately (i cooled the blade immediately after each round on the grinder anyway, 0,5sec from grinder to water). Tested it with a file just now and i dont think i lost much if any hardness at all compared to the rest of the blade.
should i be worried i overheated it negatively those 10 times i got slightly burnt?
I also saw no discoloration but that doesn't really mean anything i suppose. it looks like the blade is discolored in this pic but its actually my camera reflecting of the bevel. its all shiny silver.

Did it with a 36 grit belt. So now i'm planning on tidying that bevel up on my stones, and flattening it. i'm down to 0,5mm thickness until i get a cutting edge on there.
I cooled the blade in water to room temp between each and every stroke/round on the grinder. i started at the heel and then went to the tip in one go, over and over. maybe 2 seconds per stroke.
i did burn my thumb about 8-10 times from the heel of the blade when i either pushed too hard or went too slow. I dont know what temps that could have generated but i got no burn marks or anything, i just felt it got so hot i needed to cool the blade immediately (i cooled the blade immediately after each round on the grinder anyway, 0,5sec from grinder to water). Tested it with a file just now and i dont think i lost much if any hardness at all compared to the rest of the blade.
should i be worried i overheated it negatively those 10 times i got slightly burnt?
I also saw no discoloration but that doesn't really mean anything i suppose. it looks like the blade is discolored in this pic but its actually my camera reflecting of the bevel. its all shiny silver.
Last edited:
Kippington
A small green parrot
Discoloration from tempering colours is a good indication of overheating. To be fair, if you temper really low you'll never see much of a colour change slightly above the tempering heat. It's more like if you find purple spots on your knife, you've really done goofed. 
Also, sometimes discolouration just turns out to be rust.
There's a neat trick I worked out thanks to studying phase changes - For me, judging heat by touch alone goes out the window above 80°C, but if you spray the knife with water to cool it down instead of submerging it all the way, you can more accurately work out how hot the steel is getting in the 80-150°C range by observing how the water interacts with the surface. It can do anything from steam softly to boil vigorously. Observing this, you can more spend more time on the grinder while knowing how fast it's heating up.
Also, sometimes discolouration just turns out to be rust.
There's a neat trick I worked out thanks to studying phase changes - For me, judging heat by touch alone goes out the window above 80°C, but if you spray the knife with water to cool it down instead of submerging it all the way, you can more accurately work out how hot the steel is getting in the 80-150°C range by observing how the water interacts with the surface. It can do anything from steam softly to boil vigorously. Observing this, you can more spend more time on the grinder while knowing how fast it's heating up.
inferno
( ͡° ͜ʖ ͡°) <*))))><
Discoloration from tempering colours is a good indication of overheating. To be fair, if you temper really low you'll never see much of a colour change slightly above the tempering heat. It's more like if you find purple spots on your knife, you've really done goofed.
Also, sometimes discolouration just turns out to be rust.
There's a neat trick I worked out thanks to studying phase changes - For me, judging heat by touch alone goes out the window above 80°C, but if you spray the knife with water to cool it down instead of submerging it all the way, you can more accurately work out how hot the steel is getting in the 80-150°C range by observing how the water interacts with the surface. It can do anything from steam softly to boil vigorously. Observing this, you can more spend more time on the grinder while knowing how fast it's heating up.
I didn't really see water boiling off the blade at all. And I always made sure there was plenty of water on the blade (for extra cooling). But the actual air flow from the belt blew the water of the blade to some degree.
inferno
( ͡° ͜ʖ ͡°) <*))))><
Too late now but I know many others will temper 15N20 no higher than 300F or 150C. They are getting 66-67 HRc with optimized HT (lower end of austenitizing temp and short soak around 10 minutes?). Even backyard HT of 15N20 I've been very impressed with how nicely it performs.
Single temper of a simple carbon steel like 15N20 is sufficient as there probably won't be retained austenite to transform on the first temper that needs to be tempered with a second temper. Edited to add: Additional tempers are useful when you need to remove a warp; I clamp the blade overbent in the opposite direction of the warp and temper one or two hours, check, then repeat possibly with more increased overbending if it doesn't seem to be coming out. I don't bend before the first temper to avoid breaking the untempered blade.
Tempering is a time and temperature process but it takes extended time at temperature to negatively affect the hardness. Basically on the order of 24-48 hours and more from what I found in the scientific and engineering literature.
I probably wont be able to use the lower end aus since I can't control the temps good enough to soak it for any length of time.
Kippington
A small green parrot
It's much more likey to crack in water, no doubt. It can work too.
I think you're missing the part where I say this doesn't work if you submerge the blade. I'm betting you did this instead of spraying water on it.I didn't really see water boiling off the blade at all.
Last edited:
Kippington
A small green parrot
Yeah it gets blown off when you're grinding, as you mention. You gotta observe it as you spray, not as you're grinding.
As the blade is heating up during grinding the water will generally steam off in the same way until it fully disappears. It acts as a heatsink.
As the blade is heating up during grinding the water will generally steam off in the same way until it fully disappears. It acts as a heatsink.
btw anyone ground out a blade on stones??
At my job we only have this industrial belt grinder and its doing about 7,3 million m/s belt speed or so. the alternative is a flapdisc on an anglegrinder.
I have ground a few on stones. It takes buckets of time. You will need to see your chiropractor more often. My fastest method so far. I have my Crystolon coarse and I keep it conditioned by lapping it with loose grit and a vitrified silicon carbide dressing stick that I found at the flea market. Usually I don't do it 100% start to finish any more because I have a belt sander. However, I'm not good enough with the belt sander not to burn edges, so I only do very rough shaping then everything by hand with stones and paper. I also do a lot of reprofiling and then having to thin. I do all of that on the crystolon too. And it also takes hours and hours sometimes. I would like to use the belt sander more, but for now that's not possible. Urban apartment knife making you know.
milkbaby
Well-Known Doofus
In my experience, I will typically see the color change if I burnt up the edge overheating while grinding post-HT. And it is often towards the tip since I prefer to grind from heel to tip. It should be easy to tell where you ended up overtempering as that portion of the edge will also be softer and less likely to hold a fine edge. The only solution is to carefully grind down past the soft steel, carefully avoiding overheating again.
For 15N20, don't bother with water quenching, canola oil or other vegetable oil is a fast enough quenchant but slow enough to reduce the chances of unwelcome fractures. It's possible that even classic water quenched steels in knife blade cross sections could be successfully quenched in oil if agitated enough in a large enough volume of heated veggie oil quenchant.
For 15N20, don't bother with water quenching, canola oil or other vegetable oil is a fast enough quenchant but slow enough to reduce the chances of unwelcome fractures. It's possible that even classic water quenched steels in knife blade cross sections could be successfully quenched in oil if agitated enough in a large enough volume of heated veggie oil quenchant.
inferno
( ͡° ͜ʖ ͡°) <*))))><
I went shopping today.
I wanted to have my own HT setup at home so today i got a propane tank, 1-4 bar sievert regulator, some hoses and fittings and some ytong https://en.wikipedia.org/wiki/Autoclaved_aerated_concrete slabs. these are very low density.
i wanted to get an older sievert promatic handle with a 40mm power burner into action. this burner is only 43kW so i feel its better suited for this than the 60mm one at work.
I also borrowed my personal angle grinder from work to shape a blade. its a 1700w bosch. its from the surgical series obviously
this time i will be doing quite some grinding before the steel is hard!
tomorrow i will go to ikea and get a SS "quench tank" and then a smaller casserolle to make waterglass in, to seal the ytong.
i will try out the 80crv2 this time.
------------
i'm about 50% done with the 15n20 blade i think. i have now reverted to the diaflat plate for the bevel. since it makes actual flat bevels. only a few hours left
I wanted to have my own HT setup at home so today i got a propane tank, 1-4 bar sievert regulator, some hoses and fittings and some ytong https://en.wikipedia.org/wiki/Autoclaved_aerated_concrete slabs. these are very low density.
i wanted to get an older sievert promatic handle with a 40mm power burner into action. this burner is only 43kW so i feel its better suited for this than the 60mm one at work.
I also borrowed my personal angle grinder from work to shape a blade. its a 1700w bosch. its from the surgical series obviously
this time i will be doing quite some grinding before the steel is hard!
tomorrow i will go to ikea and get a SS "quench tank" and then a smaller casserolle to make waterglass in, to seal the ytong.
i will try out the 80crv2 this time.
------------
i'm about 50% done with the 15n20 blade i think. i have now reverted to the diaflat plate for the bevel. since it makes actual flat bevels. only a few hours left
daizee
Well-Known Member
Are you still using motor oil?
Switch to Canola or Peanut oil. MUCH higher flash point and no carcinogens.
Preheat to ~135F.
Switch to Canola or Peanut oil. MUCH higher flash point and no carcinogens.
Preheat to ~135F.
Kippington
A small green parrot
Actual quench oil smells terrible, like motor oil.
Rob (The.9) and I were talking about how when we pre-heat it for the quench, we can tell it's close to temp by the fumes it gives off.
Rob (The.9) and I were talking about how when we pre-heat it for the quench, we can tell it's close to temp by the fumes it gives off.
daizee
Well-Known Member
no i use compressor oil. it has a high flash point. and i saw no flame when i quenched the 15n20 one.
The trick is knowing what speed your oil is, or having a good idea.
Warm canola is the right speed oil for full hardness in 1084 and similar steels, not merely a convenient non-toxic option.
inferno
( ͡° ͜ʖ ͡°) <*))))><
I dont know how much difference it really makes. In the old books they stated like "oil" at 80deg C. is the end result going to change much if using whatever oil vs some high end quenching oil? maybe. is it that important to get that extra 1hrc? i dont know.
but to be honest i dont really care. I'm working with a torch and firebricks and a magnet. and it seems to have worked out all right on my very first try.
now if i were to invest in an evenheat or paragon then i might step up the game a bit. but then i sure as hell wouldn't be wasting my time on simple low alloy carbon steels. i would try all the SS, HSS, powders and tool grades because i have a feeling these are actually better.
But this is fun too. I just feel the oil i have does the job for the time being.
but to be honest i dont really care. I'm working with a torch and firebricks and a magnet. and it seems to have worked out all right on my very first try.
now if i were to invest in an evenheat or paragon then i might step up the game a bit. but then i sure as hell wouldn't be wasting my time on simple low alloy carbon steels. i would try all the SS, HSS, powders and tool grades because i have a feeling these are actually better.
But this is fun too. I just feel the oil i have does the job for the time being.
Kippington
A small green parrot
Heating up the oil will decrease its viscosity, which in turn allows for better flow around the work-piece.
Another reason we do it is to stop the steel from reaching the martensite-finish point too quickly. Its good to cool it slowly once it gets below whatever tempering temperature you choose (hitting the martensite-start point but avoiding auto-tempering). It helps to reduce warping and cracks.
Another reason we do it is to stop the steel from reaching the martensite-finish point too quickly. Its good to cool it slowly once it gets below whatever tempering temperature you choose (hitting the martensite-start point but avoiding auto-tempering). It helps to reduce warping and cracks.
inferno
( ͡° ͜ʖ ͡°) <*))))><
I heat up my oil. 80C is the target. the compressor oil i use is almost like water in viscosity. i think its the lightest weight common hydro oil with some added flammability suppressors. you cant have flames in a compressor, it kinda turns it into a bomb if you get a flame in there. since you are feeding that flame with compressed air.
I have not read any steel books in a few years now but where is the Mf point of these low alloyed carbons? i guess above room temp. maybe even 100C. is there a general point here or is it vastly different between these low alloyed carbons?
I have not read any steel books in a few years now but where is the Mf point of these low alloyed carbons? i guess above room temp. maybe even 100C. is there a general point here or is it vastly different between these low alloyed carbons?
Kippington
A small green parrot
It depends on the alloying. L6 is kinda like 15n20 but with more stuff in it, and its Mf is about 80°C.
You just don't want to shock the hell out of the newly formed untempered martensite with a cold bath. Long blades do not like this one bit and will let you know about it.
But knowing all this, there's a limit to how high you can heat your quenchent before an increased vapor jacket starts to block the quench.
http://www.zknives.com/knives/steels/steelgraph.php?nm=15n20,L6&ni=,140&hrn=1&gm=0

You just don't want to shock the hell out of the newly formed untempered martensite with a cold bath. Long blades do not like this one bit and will let you know about it.
But knowing all this, there's a limit to how high you can heat your quenchent before an increased vapor jacket starts to block the quench.
http://www.zknives.com/knives/steels/steelgraph.php?nm=15n20,L6&ni=,140&hrn=1&gm=0
Last edited:
inferno
( ͡° ͜ʖ ͡°) <*))))><
cool, i see M95 is around 80C or so and if i interpret this right, its not very time sensitive around there either. basically you just have to get below the knee/bulge fast enough like with water steels. 10 seconds to 350-360c or so (maybe with some margin to stay safe). i think almost all oils will manage this though. but i might be wrong.