I appologize if I've been unclear or insensitive. I don't want to make statements insulting other maker's methods and am simply trying to explain the mechanisms and why you don't see alloy banding more often, since it can be quite lovely. Part of what makes this confusing is that I am trying to simplify the concepts across steels and knifemakers' different goals. There is a lot of variation there and I don't want to say that there is only one way to do things. Everything in knifemaking is a balancing act and there are few places where there is a clear black and white answer to anything. However, I didn't want to leave the thread going in the direction that alloy banding creates no issues and is just an aesthetic option.
So, those of you with collections will likely notice that honyaki blades often show alloy banding, while others only rarely do. I would say that it is hard to avoid having visible alloy banding when making knives using a honyaki process. From a knifemaker's perspective I know why that is. I don't know how it effects performance and I don't know how one alloy, hardened with a honyaki process compares against other alloys or even the same alloy hardened under a different process. What I do know is that obvious alloy banding is avoided by the vast majority of industry, scientists/metallurgists and metallurically minded bladesmiths- the "establishment" for what that is worth.
In our own process we occasionally see alloy banding, and its acceptability in my eyes depends on the alloy I'm using. Like I said, in some it is hard to avoid and still arrive at the balance of carbide and grain size we're looking for. In some ways I use it as a way to visually see if my normalization and thermal cycling processes are acheiving what I think they are acheiving and if it is too strongly defined over what I expect from that heat treatment I start over.
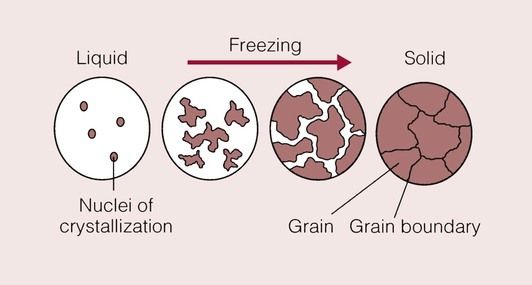
In terms of it being invisible I would say that almost all steel has it to some degree, but when heat treated by typical methods (including a normalization process) it is impossible or nearly impossible to see. The alloy banding is effectively caused by some parts of the steel having more atoms that attract carbon to them than others. When carbon can move around in the steel a little bit they are attracted to these areas more than others and tend to collect there. When you heat the steel up in a high-temperature normalization it's like you are shaking a snow globe violently, spreading everything out. What you can't change much is the fact that some areas in the steel have more atoms that attract carbon to them than others (except you can change this some with high temperature forging). What you can change is how much carbon you let collect in those areas. If you don't let carbon collect there (keep shaking the snow globe, then freezing it solid before the "snow" can settle), you won't be able to see the alloy banding at all, or hardly at all. It's the carbon collecting back into those areas that makes the alloy banding visible.
Also, the more "snow" (carbon) you have in the snowglobe, the harder it is to keep it from piling up in those places where the highly attractive atoms are. One of the reasons that honyaki knives tend to show it pretty often is their very high carbon content. The other is that relatively low temperatures are necessary to keep the knives from cracking during heat treatment and this allows some carbon "settling" because you're not shaking the snow globe as vigorously.






") (or you can get around it by a higher quench temp and longer soak time).
(or you can get around it by a higher quench temp and longer soak time).